





Стрыжань графітавых электродаў малога дыяметра для электрадугавых печаў у сталеліцейнай і ліцейнай прамысловасці




Тэхнічны параметр
Дыяграма 1: Тэхнічныя параметры для графітавага электрода малога дыяметра
| Дыяметр | частка | Супраціў | Трываласць на выгіб | Янг Модуль | Шчыльнасць | КТР | Ясень | |
| цаля | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Дыяграма 2: Нагрузачная здольнасць па току для графітавага электрода малога дыяметра
| Дыяметр | Бягучая нагрузка | Шчыльнасць току | Дыяметр | Бягучая нагрузка | Шчыльнасць току | ||
| цаля | mm | A | А/м2 | цаля | mm | A | А/м2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Перавагі
1.Антыакісляльнае лячэнне для даўгалецця.
2.Высокая чысціня, высокая шчыльнасць, моцная хімічная стабільнасць.
3.Высокая дакладнасць апрацоўкі, добрая аздабленне паверхні.
4.Высокая механічная трываласць, нізкае электрычнае супраціўленне.
5. Устойлівы да парэпання і расколвання.
6.Высокая ўстойлівасць да акіслення і тэрмічнага ўдару.
Асноўнае прыкладанне
- Выплаўленне карбіду кальцыя
- Вытворчасць карборунда
- Рафінаванне корунда
- Выплаўленне рэдкіх металаў
- Ферасіліконавы завод вогнетрывалы
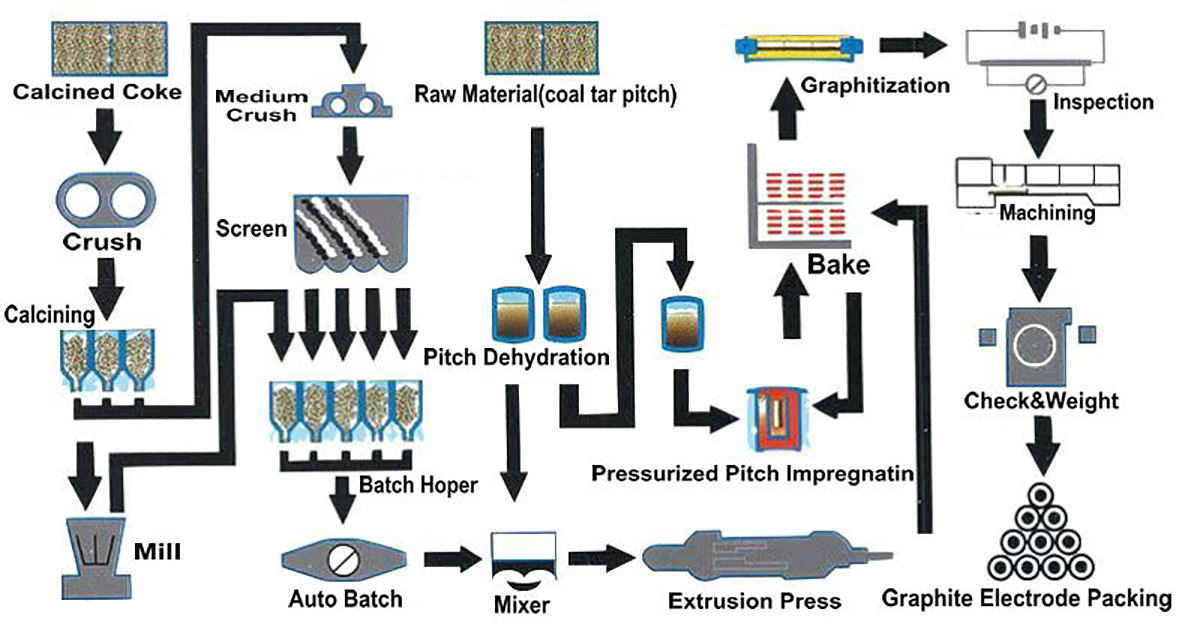
Працэс вытворчасці графітавых электродаў RP
Лінейка якасці паверхні
1. Дэфекты або адтуліны не павінны перавышаць дзве часткі на паверхні графітавага электрода, і памер дэфектаў або адтулін не павінен перавышаць даныя ў табліцы ніжэй.
2. На паверхні электрода няма папярочнай расколіны. Для падоўжнай расколіны яе даўжыня павінна складаць не больш за 5% ад акружнасці графітавага электрода, яе шырыня павінна быць у межах 0,3-1,0 мм. быць нязначным
3. Шырыня шурпатай (чорнай) плямы на паверхні графітавага электрода павінна быць не менш за 1/10 акружнасці графітавага электрода, а даўжыня шурпатай (чорнай) вобласці - больш за 1/3 даўжыні графітавага электрода. не дапускаецца.