





Кіраўніцтва па апрацоўцы, транспарціроўцы і захоўванні графітавых электродаў
Графітавыя электродыз'яўляюцца асновай сталеліцейнай прамысловасці. Гэтыя высокаэфектыўныя і трывалыя электроды маюць вырашальнае значэнне ў вытворчасці сталі, а таксама яны выкарыстоўваюцца для плаўлення і рафінавання ў электрадугавых печах у розных прамысловых прымяненнях. Мы разумеем важнасць забеспячэння належнага выкарыстання і захоўвання электродаў для забеспячэння іх даўгавечнасці і эфектыўнасці, нарэшце, зніжэння спажывання графітавых электродаў і павышэння эканамічнай эфектыўнасці заводаў.
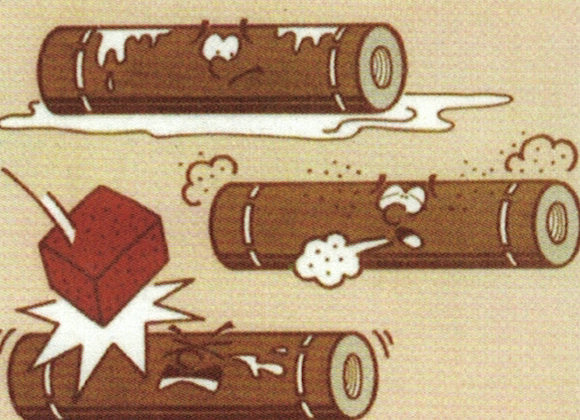
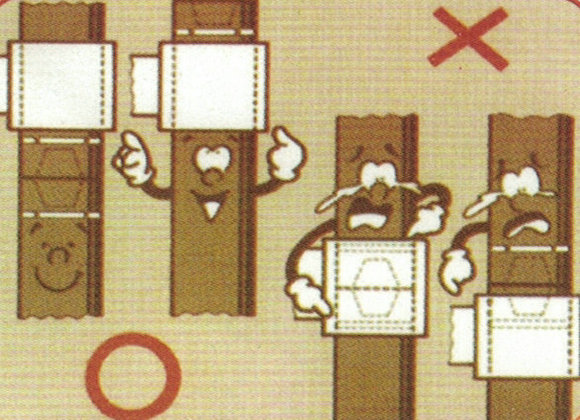
Заўвага 1:Выкарыстоўваючы або захоўваючы электроды, пазбягайце вільгаці, пылу і бруду, пазбягайце сутыкненняў, якія прыводзяць да пашкоджання электродаў.

Заўвага 2:Выкарыстанне пагрузчыка для транспарціроўкі электрода. Перагрузка і сутыкненні строга забароненыя, і трэба звярнуць увагу на баланс, каб прадухіліць саслізгванне і паломку.
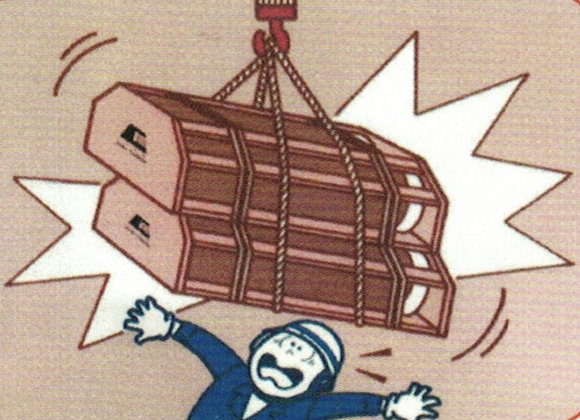
Заўвага 3:Падчас пагрузкі і разгрузкі маставым кранам аператар павінен выконваць каманды. Абавязкова пазбягайце стаяння пад пад'ёмнай стойкай, каб пазбегнуць няшчасных выпадкаў.
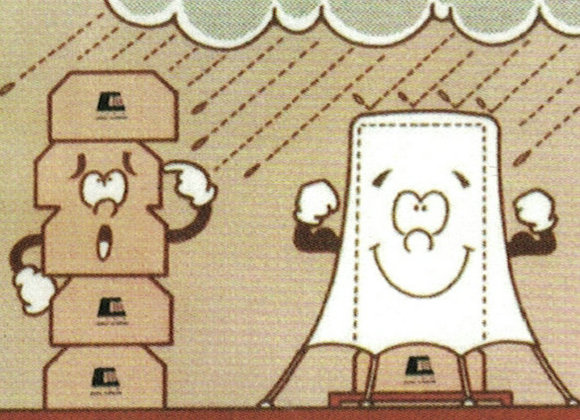
Заўвага 4:Захоўвайце электрод у чыстым і сухім месцы, і калі ён складваецца ў адкрытым полі, ён павінен быць накрыты цыратай, якая не дае дажджу.
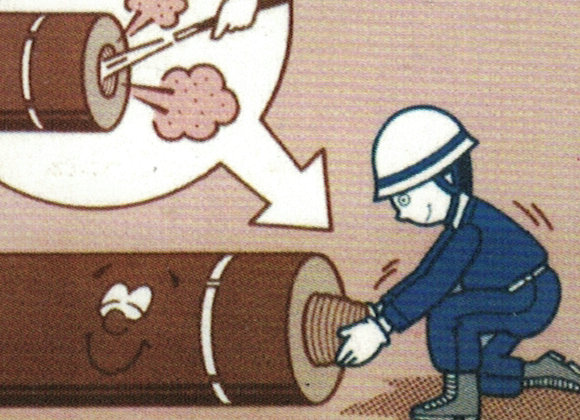
Заўвага5:Перш чым падключаць электрод, прадуйце разьбу электрода сціснутым паветрам, перш чым асцярожна ўкручваць злучэнне ў адзін канец. Укруціце пад'ёмны ніт электрода ў другі канец, не закранаючы разьбу.
Заўвага 6:Падымаючы электрод, выкарыстоўвайце паваротны крук і пакладзеце мяккую падкладку пад раз'ём электрода, каб прадухіліць пашкоджанне ніткі.

Заўвага 7:Заўсёды выкарыстоўвайце сціснутае паветра для ачысткі адтуліны перад падключэннем электрода.
Заўвага 8:Падымаючы электрод да печы з дапамогай эластычнага кручка, заўсёды знаходзьце цэнтр і павольна рухайцеся ўніз.
Заўвага9:Апусціце верхні электрод на адлегласць 20-30 метраў ад ніжняга.
Заўвага 10:Выкарыстоўвайце рэкамендаваны дынамаметрычны ключ, каб зацягнуць рэкамендаваны крутоўны момант у табліцы ніжэй. Ён можа быць зацягнуты з указаным момантам з дапамогай механічных сродкаў або гідраўлічнага абсталявання пад ціскам паветра.
Заўвага 11:Трымальнік электрода павінен быць заціснуты ў межах дзвюх белых папераджальных ліній. Кантактную паверхню паміж трымальнікам і электродам трэба часта чысціць, каб падтрымліваць добры кантакт з электродам. Катэгарычна забароненая ўцечка халоднай вадзяной кашулі трымальніка.
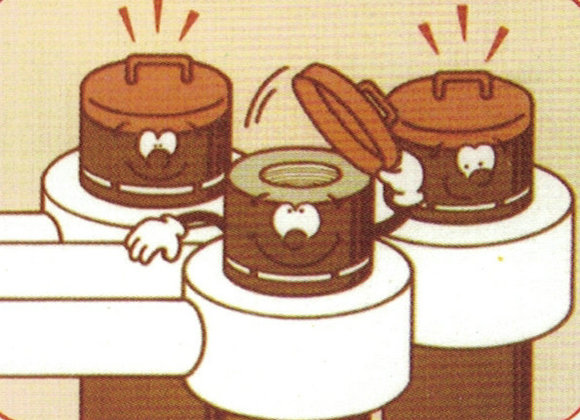
Заўвага 12:Накрыйце верхнюю частку электрода, каб пазбегнуць акіслення і пылу на верхняй частцы.
Заўвага 13:У печ нельга класці ізаляцыйныя матэрыялы, а працоўны ток электрода павінен адпавядаць дапушчальнаму току электрода ў інструкцыі.

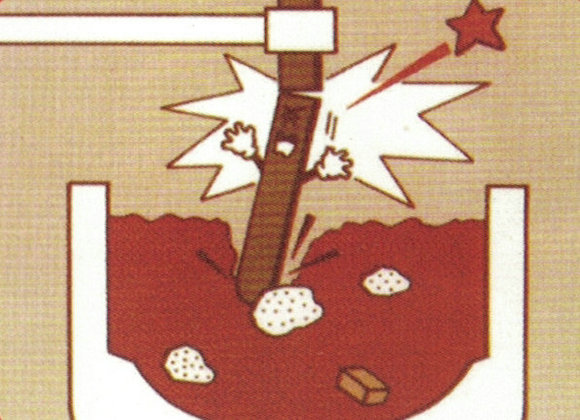
Заўвага 14:Каб пазбегнуць паломкі электрода, змесціце вялікі матэрыял у ніжнюю частку, а маленькі - у верхнюю частку.
Пры належнай апрацоўцы, транспарціроўцы і захоўванні нашы электроды праслужаць вам даўжэй і эфектыўна. Звяжыцеся з намі па ўсіх вашых патрэбах у графітавых электродах, і мы забяспечым падтрымку і вопыт, неабходныя для бесперабойнай працы.
Дыяграма рэкамендаванага крутоўнага моманту злучэння з графітавым электродам
| Дыяметр электрода | Крутоўны момант | Дыяметр электрода | Крутоўны момант | ||||
| цаля | mm | футы-фунты | Н·м | цаля | mm | футы-фунты | Н·м |
| 12 | 300 | 480 | 650 | 20 | 500 | 1850 год | 2500 |
| 14 | 350 | 630 | 850 | 22 | 550 | 2570 | 3500 |
| 16 | 400 | 810 | 1100 | 24 | 600 | 2940 | 4000 |
| 18 | 450 | 1100 | 1500 | 28 | 700 | 4410 | 6000 |
| Заўвага: пры злучэнні двух полюсаў электрода пазбягайце перавышэння ціску на электрод і прычынення дрэннага эфекту. Калі ласка, звярніцеся да намінальнага крутоўнага моманту ў табліцы вышэй. | |||||||
Час публікацыі: 10 красавіка 2023 г