





Графітавыя электроды UHP 350 мм у электралізе для выплаўкі сталі




Тэхнічны параметр
| Параметр | частка | Адзінка | Дадзеныя UHP 350 мм (14 цаляў). |
| Намінальны дыяметр | Электрод | мм (цаля) | 350 (14) |
| Максімальны дыяметр | mm | 358 | |
| Мінімальны дыяметр | mm | 352 | |
| Намінальная даўжыня | mm | 1600/1800 | |
| Максімальная даўжыня | mm | 1700/1900 | |
| Мінімальная даўжыня | mm | 1500/1700 | |
| Максімальная шчыльнасць току | КА/см2 | 20-30 | |
| Прапускная здольнасць па току | A | 20000-30000 | |
| Удзельнае супраціўленне | Электрод | мкОм | 4,8-5,8 |
| Ніпель | 3,4-4,0 | ||
| Трываласць на выгіб | Электрод | Мпа | ≥12,0 |
| Ніпель | ≥22,0 | ||
| Модуль Юнга | Электрод | сярэдні бал | ≤13,0 |
| Ніпель | ≤18,0 | ||
| Аб'ёмная шчыльнасць | Электрод | г/см3 | 1,68-1,72 |
| Ніпель | 1,78-1,84 | ||
| КТР | Электрод | ×10-6/℃ | ≤1,2 |
| Ніпель | ≤1,0 | ||
| Змест попелу | Электрод | % | ≤0,2 |
| Ніпель | ≤0,2 |
УВАГА: могуць быць прапанаваны любыя канкрэтныя патрабаванні да памераў.
Ацэнка прадукту
Маркі графітавых электродаў падзяляюцца на графітавыя электроды звычайнай магутнасці (RP), графітавыя электроды высокай магутнасці (НР), графітавыя электроды звышмоцнай магутнасці (UHP).
У асноўным прымяненне для электрадугавых печаў у сталеліцейнай вытворчасці
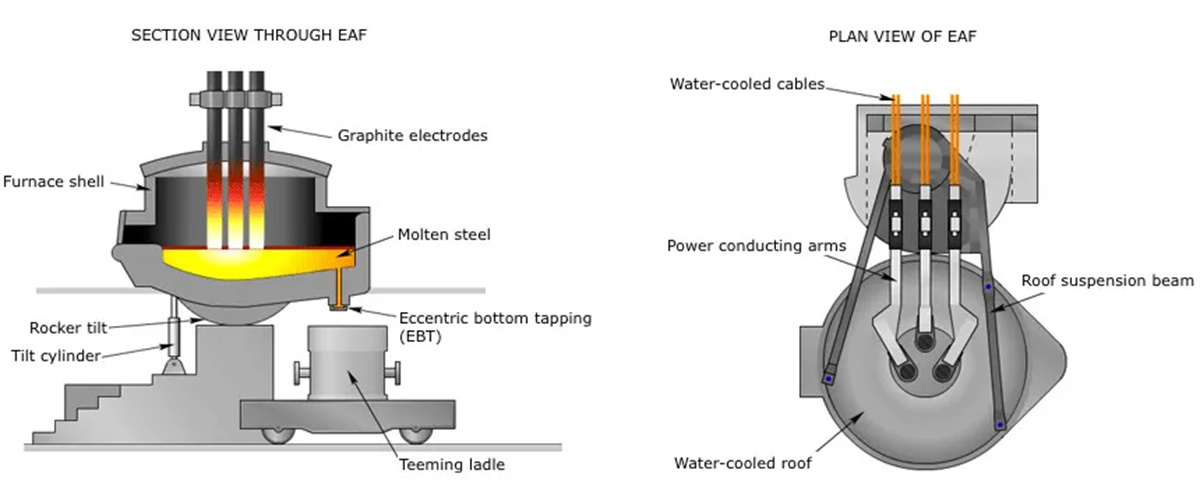
Графітавыя электроды для вытворчасці сталі займаюць 70-80% ад агульнага аб'ёму прымянення графітавых электродаў. Пры перадачы высокага напружання і току на графітавы электрод паміж кончыкам электрода і металічным ломам узнікне электрычная дуга, якая будзе вырабляць велізарную колькасць цяпла для расплаўлення лому. Працэс плаўлення будзе спажываць графітавыя электроды, і іх трэба пастаянна замяняць.
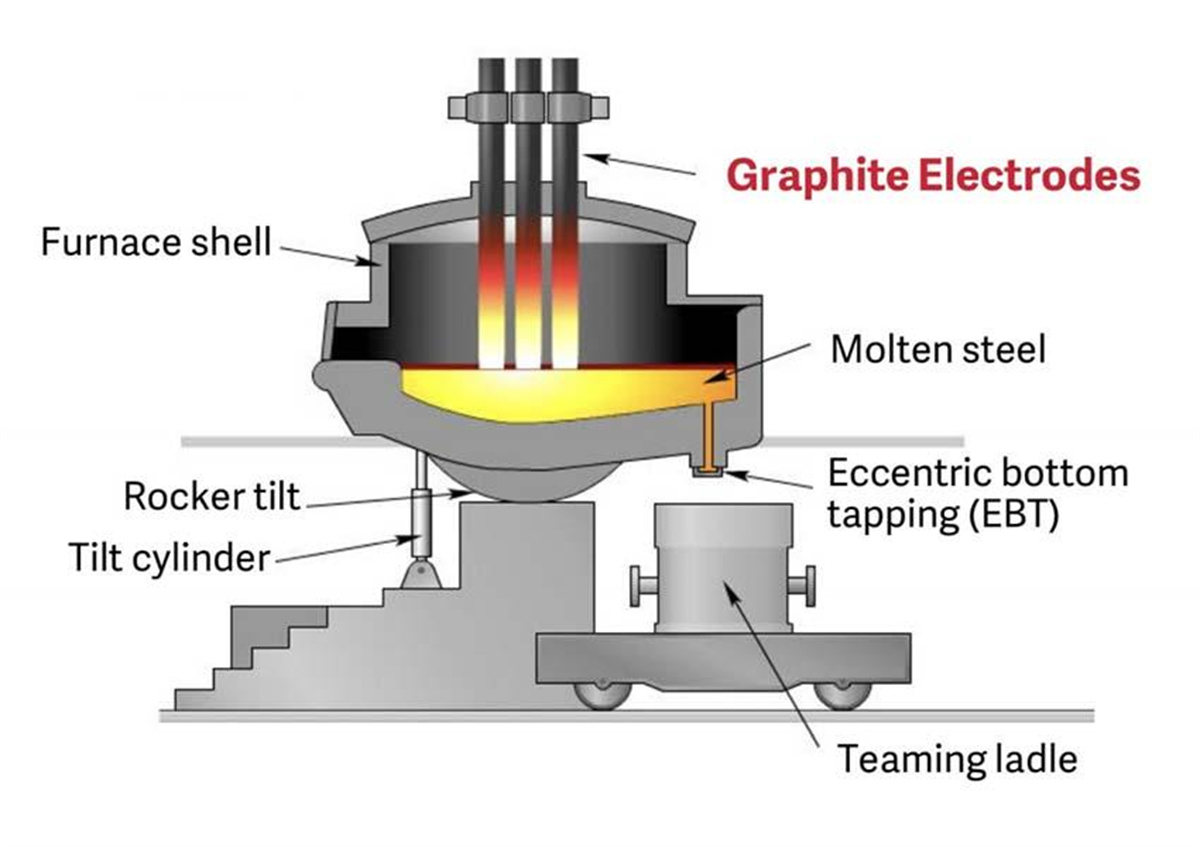
Графітавы электрод UHP звычайна выкарыстоўваецца ў сталеліцейнай прамысловасці пры вытворчасці сталі для электрадугавых печаў (ДДП). Працэс EAF прадугледжвае плаўленне сталёвага лому для вытворчасці новай сталі. Графітавы электрод UHP выкарыстоўваецца для стварэння электрычнай дугі, якая награвае сталёвы лом да тэмпературы плаўлення. Гэты працэс з'яўляецца эфектыўным і эканамічна эфектыўным, так як ён дазваляе вырабляць сталь хутка і ў вялікіх колькасцях.
Разрэз і план электрадугавой печы
Мы - вытворчая поўная вытворчая лінія і прафесійная каманда.
30% TT загадзя ў якасці першапачатковага ўзносу, 70% балансу TT перад пастаўкай.
Спадарожныя тавары
-

Графітавы электрод выкарыстоўваецца для ачысткі карунду...
Табліца тэхнічных параметраў 1: Тэхнічныя параметры для графітавага электрода малога дыяметра, дыяметр часткі Супраціў пры выгіне, модуль Юнга, шчыльнасць, КТР, попел, цаля, мм мкОм·м, Мпа, Гпа, г/см3 ×10-6/℃ % 3 75 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніпель 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніп...
-

Паста для вугальных электродаў Soderberg для Ferroallo...
Тэхнічны параметр Элемент Герметычны электрод Прайшоў стандартную электродную пасту GF01 GF02 GF03 GF04 GF05 Лятучы струмень (%) 12,0-15,5 12,0-15,5 9,5-13,5 11,5-15,5 11,5-15,5 Трываласць на сціск (МПа) 18,0 17,0 22,0 21,0 20,0 Удзельнае супраціўленне (uΩm) 65 75 80 85 90 Аб'ёмная шчыльнасць (г/см3) 1,38 1,38 1,38 1,38 1,38 Падаўжэнне (%) 5-20 5-20 5-30 15-40 15-40 Попел (%) 4,0 6,0 ...
-

Высокая шчыльнасць графітавай печы малога дыяметра...
Табліца тэхнічных параметраў 1: Тэхнічныя параметры для графітавага электрода малога дыяметра, дыяметр часткі Супраціў пры выгіне, модуль Юнга, шчыльнасць, КТР, попел, цаля, мм мкОм·м, Мпа, Гпа, г/см3 ×10-6/℃ % 3 75 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніпель 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніп...
-

Графітавы электрод малога дыяметра звычайнай магутнасці...
Табліца тэхнічных параметраў 1: Тэхнічныя параметры для графітавага электрода малога дыяметра, дыяметр часткі Супраціў пры выгіне, модуль Юнга, шчыльнасць, КТР, попел, цаля, мм мкОм·м, Мпа, Гпа, г/см3 ×10-6/℃ % 3 75 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніпель 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ni...
-

Пячны графітавы электрод малога дыяметра 75 мм ...
Табліца тэхнічных параметраў 1: Тэхнічныя параметры для графітавага электрода малога дыяметра, дыяметр часткі Супраціў пры выгіне, модуль Юнга, шчыльнасць, КТР, попел, цаля, мм мкОм·м, Мпа, Гпа, г/см3 ×10-6/℃ % 3 75 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніпель 5,8-6,5 ≥16,0 ≤13,0 ≥1,74 ≤2,0 ≤0,3 4 100 Электрод 7,5-8,5 ≥9,0 ≤9,3 1,55-1,64 ≤2,4 ≤0,3 Ніп...
-

Low Sulfur FC 93% Carbon Raiser Iro...
Графіт Нафтавы кокс (GPC) Склад Фіксаваны вуглярод (FC) Лятучыя рэчывы (VM) Сера (S) Попел Азот (N) Вадарод (H) Вільгаць ≥98% ≤1% 0≤0,05% ≤1% ≤0,03% ≤0,01% ≤0,5% ≥98,5% ≤0,8% ≤0,05% ≤0,7% ≤0,03% ≤0,01% ≤0,5% ≥99% ≤0,5% ≤0,03% ≤0,5% ≤0,03% ≤0,01% ≤0,5% Памер: 0-0,50 мм, 5-1 мм, 1-3 мм, 0-5 мм, 1-5 мм, 0-10 мм, 5-10 мм, 5-10 мм, 10-15 мм або па жаданні кліента Упакоўка: 1.Воданепранікальны...





