





Графітавы электрод выкарыстоўваецца для ачысткі карунду Электроды для электрадугавой печы малога дыяметра




Тэхнічны параметр
Дыяграма 1: Тэхнічныя параметры для графітавага электрода малога дыяметра
| Дыяметр | частка | Супраціў | Трываласць на выгіб | Янг Модуль | Шчыльнасць | КТР | Ясень | |
| цаля | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Электрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Электрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Ніпель | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Дыяграма 2: Нагрузачная здольнасць па току для графітавага электрода малога дыяметра
| Дыяметр | Бягучая нагрузка | Шчыльнасць току | Дыяметр | Бягучая нагрузка | Шчыльнасць току | ||
| цаля | mm | A | А/м2 | цаля | mm | A | А/м2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Дыяграма 3: Памер графітавага электрода і допуск для графітавага электрода малога дыяметра
| Намінальны дыяметр | Фактычны дыяметр (мм) | Намінальная даўжыня | Талерантнасць | |||
| цаля | mm | Макс. | Мін. | mm | цаля | mm |
| 3 | 75 | 77 | 74 | 1000 | 40 | -75~+50 |
| 4 | 100 | 102 | 99 | 1200 | 48 | -75~+50 |
| 6 | 150 | 154 | 151 | 1600 год | 60 | ±100 |
| 8 | 200 | 204 | 201 | 1600 год | 60 | ±100 |
| 9 | 225 | 230 | 226 | 1600/1800 | 60/72 | ±100 |
| 10 | 250 | 256 | 252 | 1600/1800 | 60/72 | ±100 |
Асноўнае прыкладанне
- Выплаўленне карбіду кальцыя
- Вытворчасць карборунда
- Рафінаванне корунда
- Выплаўленне рэдкіх металаў
- Ферасіліконавы завод вогнетрывалы
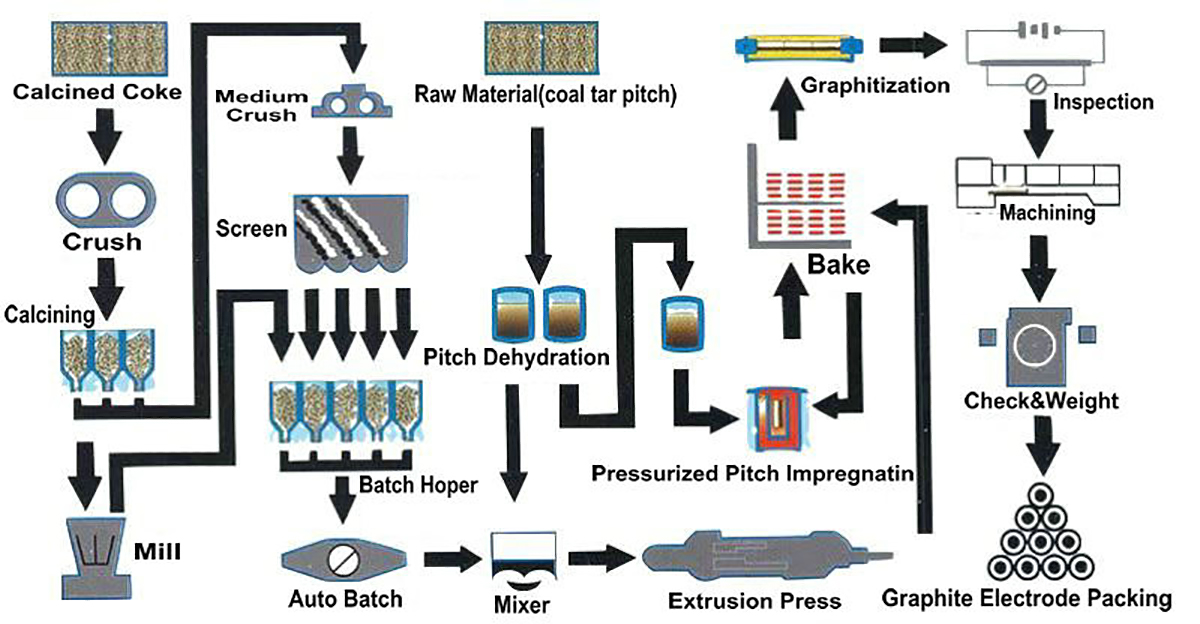
Працэс вытворчасці графітавых электродаў RP
Гуфан перавагі
1. Нашы графітавыя электроды малога дыяметра, вырабленыя з высакаякасных графітавых матэрыялаў, вытрымліваюць экстрэмальныя тэмпературы і забяспечваюць выдатную электраправоднасць. Гэта забяспечвае стабільны і эфектыўны працэс плаўлення, што прыводзіць да найвышэйшай якасці прадукцыі і зніжэння спажывання энергіі.
2. Невялікі памер гэтых электродаў дазваляе больш дакладна кантраляваць працэс плаўлення, што робіць іх ідэальнымі для прыкладанняў, якія патрабуюць высокай дакладнасці і дакладных вынікаў. Незалежна ад таго, вырабляеце вы сплавы або рафінуеце металы, нашы электроды дапамогуць вам дасягнуць жаданага выніку з неперасягненай дакладнасцю.
3. Нашы графітавыя электроды малога дыяметра падыходзяць для шырокага спектру галін прамысловасці, уключаючы вытворчасць сталі, хімічную апрацоўку і ліццё металаў. Незалежна ад памеру вашай аперацыі, нашы электроды можна наладзіць у адпаведнасці з вашымі патрабаваннямі.
4. У вытворчасці сталі нашы графітавыя электроды малога дыяметра выкарыстоўваюцца ў электрадугавых печах, дзе яны гуляюць вырашальную ролю ў вытворчасці высакаякаснай сталі. Іх невялікі памер дазваляе дакладна кантраляваць працэс плаўлення, забяспечваючы стабільныя вынікі і мінімізуючы адходы.
5. У хімічнай апрацоўцы нашы электроды важныя для вытворчасці карбіду кальцыя і рафінавання карборунда. Гэтыя працэсы патрабуюць дакладнага кантролю тэмпературы, які нашы электроды забяспечваюць з найвышэйшай дакладнасцю.
6. Для ліцця металу нашы графітавыя электроды малога дыяметра выкарыстоўваюцца ў заводах па выплаўцы рэдкіх металаў і ферасіліку. Выдатная праводнасць графіту дазваляе эфектыўна плаўляць металы, што прыводзіць да больш хуткіх вытворчых цыклаў і павышэння агульнай прадукцыйнасці.